荣誉资质
-
- 企业法人营业执照
-

- 质量体系认证
-
- 消费者信得过产品
-
- 省级重合同守信用企业
-

- 高新技术企业
-
- 机床制造行业百强企业
电 话:18306370868
地 址:山东省滕州市经济开发区春藤路999号
相关资讯

JB21S-25吨深喉冲床(喉深1300mm)
- 产品简介:JB21S-25吨深喉冲床(喉深1300mm)冲压生产主要是针对板材的。能过模具,能做出落料,冲孔,成型,拉深,修整,精冲,整形,铆接及挤压件等等,广泛应用于各个领域。
- 订购热线:18306370868
-

产品详情
联系我们
一、JB21S-25吨深喉冲床(喉深1300mm)简介:
深喉冲床就是一台冲压式压力机,故也称为压力机。相对于传统机械加工,具有节约材料和能源,效率高等特点,并且对操作者技术要求不高及通过各种模具应用可以做出机械加工所无法达到的产品这些优点,所以它的用途越来越广泛。冲压生产主要是针对板材的。能过模具,能做出落料,冲孔,成型,拉深,修整,精冲,整形,铆接及挤压件等等,广泛应用于各个领域。
二、JB21S-25吨深喉冲床(喉深1300mm)性能特点:
1.J21S系列为普通型开式固定台深颈曲柄压力机,喉口深度加大,工作空间大,更适用于大尺寸板料的冲压加工。
2.机身采用铸造结构或优质钢板焊接制成,经热处理工艺,达到很佳强度,精度稳定,确保机床模具长期使用。
3.传统通用紧凑机型。刚性及抗震性好、变形系数小。适用于板料成型、落料、冲孔、弯曲等各种冷压工艺,结构简单,操作方便,性能可靠,是目前应用很广泛的压力机。
4.转键式刚性离合器,凸轮带式制动器,并带有压塌式超载保险装置。曲轴横放,滑块采用V型导轨导向,精度较高。工作平稳可靠,单次冲压,连续冲压调整任选。若配备自动送料装置后可实现自动化冲压作业。
5.定制机床可选配紧急制动装置,控制滑块下行过程中出现任何突发情况后,滑块可以停在下行程(0~135°范围)的任意位置。
6.可选配光电保护装置,保护人身与设备安全。
7.规格齐全,可供不同用户选择。同时还生产特殊需求的加大滑块行程,特大封闭高度的各种机型。

25吨深喉冲床技术参数:
| 项目名称 | 单位 | JB21S—25 |
| 公称力 | kN | 250 |
| 公称力行程 | mm | 6 |
| 滑块行程 | mm | 80 |
| 滑块行程次数 | min-1 | 100 |
| 很大装模高度 | mm | 180 |
| 装模高度调节量 | mm | 45 |
| 滑块中心到机身距离 | mm | 1500 |
| 垫板厚度 | mm | 50 |
| 立柱间距 | mm | 250 |
| 工作台尺寸(前后×左右) | mm | 400×600 |
| 工作台孔尺寸(孔径) | mm | 160 |
| 滑块底面尺寸(前后×左右) | mm | 180×200 |
| 模柄孔尺寸(直径×深度) | mm | 40×60 |
| 主电机功率 | kw | 3 |
| 压力机外形尺寸(前后×左右) | mm | 1600×1100 |
| 压力机高度 | mm | 2180 |
| 压力机整机重量 | kg | 3000 |
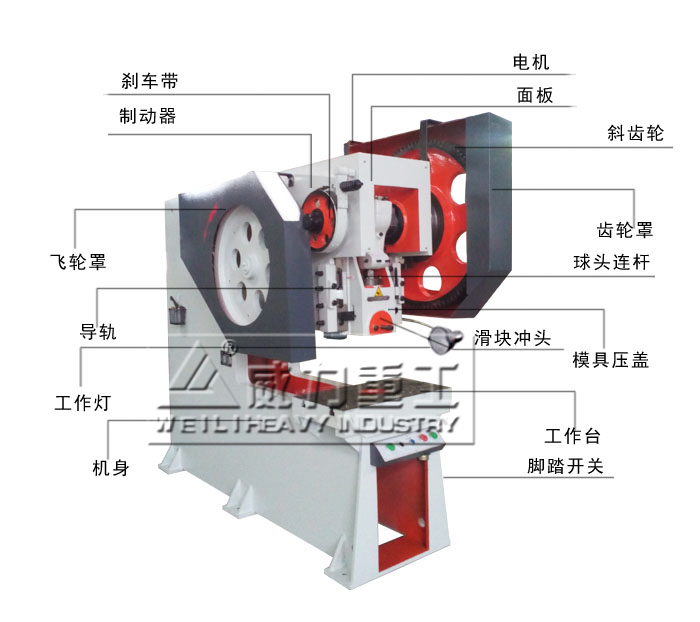
深喉冲床是通用型机器,其工作原理是,电动机通过减速机构、曲柄连杆机构,带动滑块沿导轨作直线往复运动,安装在滑块上的模具对金属板材进行冲压,将其冲压出所需要的形状。根据需要,机器可以单机进行生产,也可以多台连机组成生产线进行生产。如配有送料装置、开卷校平机等辅机,可以实现冲压加工自动化。
冲床厂家生产的JB21S-25吨深喉冲床很大优势特点是C型开式机身,钢板焊接,结构简单,通用性好,属经济型冲床。刚性离合器,结构简单曲轴横放,维修方便。 压塌式保险器,超载时可使整机不受损。带式制动器,调整方便。




JB21S-25吨深喉冲床(喉深1300mm)在控制方面的特点:
特点一:深喉冲床冲压工作出现的突变负载
深喉冲床上至少有3个基本工作点有突变的可能:接触工件冲压时,越过下死点、越过上死点。
特点二:工件冲压时的低速运行
有一部分工件在连续冲床时会有机械手参与送料取料,送料追求高速度,不过某些特殊场合则需要有低速性能。
特点三:调整模具时出现寸动
调整模具时需要寸动,寸动就是离合器不断断开闭合,这样频繁出现后会造成电机性能下降,要求变频机有很好的电流抑制功能。
特点四:曲柄连杆结构的死点
深喉冲床通常是采用曲柄连杆机构将回转运动转换为往复运动,而曲柄连杆机构是有死点的。整个运动周期中负载呈现周期性波动。
JB21S-25吨深喉冲床(喉深1300mm)的相关优势及应用:
25吨深喉冲床是冲床的一种,冲孔金属板一般用在如大型电箱电柜中间打开百叶窗区域,中间的门打开防盗门猫眼,因为从板边孔的材料,距离通常大于300mm以上的更多的是,与普通冲床深喉只有180 - 230左右,钣金冲压放进去挡土墙对板后,不能从300或500的进给间距板边缘,达到这就需要打孔实现深喉咙。
此外,一些制造商提高生产效率,安装数控系统为很大限度地发挥数控的有效性,还需要使用深喉深喉冲床广泛应用于飞机,豪华大巴和高速动车组消音板和冷却冲孔板,电箱电柜窗冲孔,防盗锁及猫眼冲孔,通风口和其他存储柜。
深喉冲床又被人称作深颈冲床,一般可以分为钢板焊接和铸铸造机身两种,钢板焊接机床主要用于大吨位冲床,铸造机床一般用于80吨及以下的深喉冲床。
JB21S-25吨深喉冲床(喉深1300mm)相关知识阅读:
深喉冲床在使用过程中机身过热的原因:
油液混入水分会引起系统过热。因为油中进入空气或水分,当液压泵把油液转变为压力油时,空气和水分就会助长热的增加而引起过热;零部件磨损严重或已损坏未及时更换也会导致系统过热,回油阀调整不当,也是引起系统过热的原因之一。
深喉冲床原件磨损快原因及处理方法:
1、凸模的导套精度不够;
2、间隙选择不合适;
3、安装座或导套由于长期使用磨损造成对中性不好;
4、深喉冲床转塔设计或加工精度不足主要是上下转盘的安装座的对中性不好;
5、深喉冲床在设计不合理或加工精度不能满足要求。
深喉冲床部件磨损较快处理方法:
1、及时更换深喉冲床导套并选用合适间隙的凸凹一般套于导柱外面。限位柱是限制冲模很小闭合高度的柱形件。定位板是保证工序件在深喉冲床内有不变位置的零件,以其形状不同而称为定位销或定位板。
2、定期采用对深喉冲床转塔和安装座进行对中性检查调整。

冲床持续冲压的安全操作知识:
关于冲床冲压工艺,生产漏斗片在我们的高速冲床用模具检测光电式安全装置简单的解决这个问题可用。高速冲床模具组装检测光电式安全装置,通过SD -101轮测试的光学主机,一旦你冲冲漏斗部位立即停机,冲床价格并伴有自动语音运营商需要以重新向将其复位开始生产,高速冲床冲床漏一个基本现象。
高速冲压机生产,产品在高速压力机连续多级注塑模具,冲床安全往往当你需要添加所冲床配件需的配件后,再次添加相应的配件冲压,由于机械加工,使很容易出现丢失的现象文物;这种现象是由许多冲床汽车,五深喉冲床金,电子行业的挑战,由于漏斗产品的困扰也被重新组装,如果我们等待,直到整个设备的需要使用的子部分缺失的部分后冲床厂家发现组装的,它是可能整个设备可能会面临退休,这河南冲床将使冲压生产商造成了极大的浪费。
山东威力重工机床有限公司生产的JB21S-25吨深喉冲床(喉深1300mm)也分有钢板深喉冲床与铸造深喉冲床两种。可根据用户需要量身定制。买100吨钢板深喉冲床,来山东威力重工,我们让您花很少的钱。买很优质的冲床产品。山东威力重工厂家为您提供国标冲床,厂家直销热线:0632-5850025 18306370868(同微信)