数控液压冲床成型模具的选用标准解析
文章出处:未知
人气:161发表时间:2017-04-12 10:36
数控液压冲床在使用过程对于模具的选用是非常重要的。除此以外,对于数控冲床的维护与保养也是不容小觑的。数控液压冲床成型模具同样应注意键槽的方向,试冲时严格按上述规定的调整步骤来进行,并参照用户模具定单上的要求如拉伸高度、是否需预冲孔等,否则会损坏模具或不符合用户要求。

数控液压冲床厂家直销热线:18306370868(同微信)
( 1 )不同的数控液压冲床滑块的打击行程不同,因此要注意成型模具闭合高度的调整,为保证成型的充分,推荐使用可调式打击头,应仔细的调整,每次调整最好不要超过 0.10mm ,否则容易造成模具损坏,甚至于损坏机器。
( 2 )成型应尽量浅,一般来说成型总高度不大于 8mm ,之所以有这个高度所以它的卸料需要较长时间,成型加工时一定要采用低速,最好要有延时。
( 3 )成型模具工位附近的工位不可用,因为成型模具高度远远大于普通模,最好是成型加工放在程序的最后来实现,冲完后拆除。
( 4 )对于拉伸成型模具,请选用轻型弹簧组件,以防止板料的撕裂或变形不均匀及卸料困难等。
( 5 )订货时注意模具的让位问题,如两个成型的距离(前后、左右)比较近,请一定与我们讲清楚,否则有可能会出现干涉的情况。
( 6 )成型模调整方法见下图:
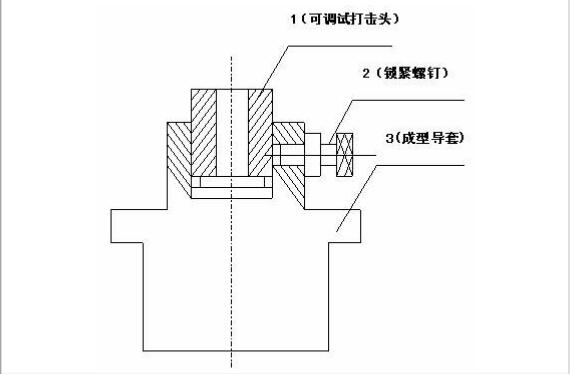
a、成型模具装上后,将件 2 松开,将件 1 顺时针旋转,旋至最低点,再拧紧件 2 。
b、先空冲一下,如无异常,将板料送入冲压,量一下成型高度,如高度不够则将件 2 松开,件 1 逆时针旋转(旋转一圈一般为 2mm ,具体看螺纹牙距的大 小 ,请适度调节,以免损坏模具),再拧紧件 2 ,不断地调整、试冲,直到达到要求高度。
对用户来讲,提高数控液压冲床模具的使用寿命可以大大降低使用成本。影响模具的使用寿命有以下几个方面的原因:
( 1 )模具的材料是否经过特殊处理;
( 2 )模具的结构形式;
( 3 )下模的间隙;
( 4 )上下模的位置精度;
( 5 )调整垫片的合理使用;
( 6 )冲压板材是否有良好的润滑;
( 7 )冲压板材是否平整;
( 8 )冲压板材的类型及厚度;
( 9 )冲压机器每个转塔上下工位的对中性;
( 10 )机器转塔上的导向键是否完好无损。
本文原创,转载请注明来自:www.sd-chongchuang.com
本文原创,转载请注明来自:www.sd-chongchuang.com
推荐产品

相关文章浏览
- 数控液压冲床的生产安全装置有哪
- 100吨200吨数控液压冲床压力不足怎
- 200吨数控液压冲床冲压工艺动作介
- 如何安全的使用数控液压冲床?
- 数控液压冲床之200吨封闭框架冲床
- 数控液压冲床浅拉伸成型工艺原理
- 数控液压冲床关于模具的应用要求
- 数控液压冲床如何安装锚杆托盘冲
- 100吨数控液压冲床的生产安全性能
- 不锈钢盖板冲孔用160吨数控液压冲
同类文章排行
- 数控100吨液压冲床厂家车间内现货
- 数控100吨160吨液压冲床客户现场试
- 机械冲床的价格受哪些因素的影响
- 40吨机械冲床木箱包装远销海外
- 山东冲床厂家车间新出40吨63吨80吨
- 山东40吨数控液压冲床冲压效果怎么
- 钢板冲裁用100吨数控液压冲床的冲
- 40吨、63吨数控液压冲床厂家现货价
- 深喉冲床的曲轴优化设计
- 广东佛山200吨液压冲床首次试压成
最新资讯文章
- 山东威力重工80吨气动冲床用途及结
- 数控液压冲床的生产安全装置有哪
- 100吨200吨数控液压冲床压力不足怎
- 数控100吨液压冲床厂家车间内现货
- 200吨数控液压冲床冲压工艺动作介
- 6米液压剪板机怎么试机生产?
- 如何安全的使用数控液压冲床?
- 数控100吨160吨液压冲床客户现场试
- 40吨63吨机械冲床如何控制滑块精度
- 数控冲床采用伺服驱动的应用
- 机械冲床的吊装运输、安装注意事
- 数控液压冲床之200吨封闭框架冲床
- 250吨液压冲床怎么安装模具?
- 机械冲床可以用于哪些工艺加工?
- 机械冲床的价格受哪些因素的影响
- 63吨深喉冲床必须具备的五个安全装
- 数控液压冲床浅拉伸成型工艺原理
- 100吨机械冲床价格多少?
- 100吨200吨深喉冲床搭配自动送料机
- 四个因素确定63吨机械冲床的工作能